
1. Scope of application
This specification is applicable to the stranding of copper aluminum strand, steel cored aluminum strand and power ABC Cable conductor core.
2. Equipment parameters
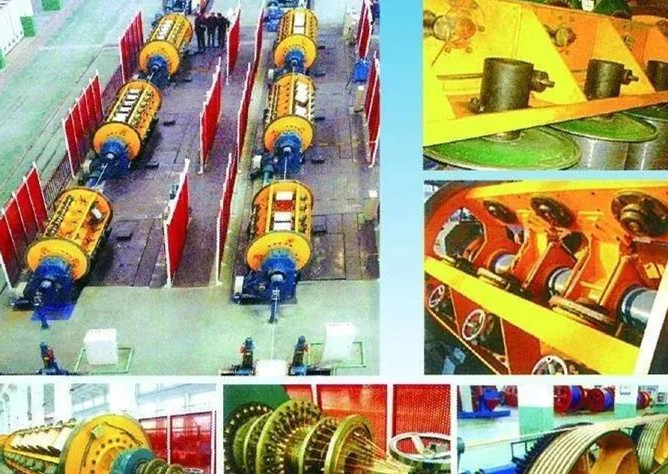
2.1 equipment name: jlk-500 / 12 + 18 + 24 frame stranding machine
2.2 equipment capacity (technical parameters)
a. Single wire diameter: 1.5 ~ 5mm (copper) 1.8 ~ 5mm (aluminum)
b. Maximum stranded outer diameter: 45 mm
c. Maximum traction speed: 69m / min
d. Maximum speed of frame: 12 discs R / min 173m
18 discs R / min 152 M
24 discs R / min 133 M
e. Equipment stranding pitch: 12 reels mm 56 ~ 962
18 disc mm 64 ~ 1095
24 disc mm 73 ~ 1245
f. Traction wheel diameter: φ 200 mm
g. Specification of pay off panel in frame: PND 500 mm
h. Specification of central pay off panel: pn800 ~ pn1600 mm
1. Specification of take-up reel: pn1250 ~ pn2500 mm
j. Main motor power kw: 75 (DC)
3. Preparation before production:
3.1 check whether all electromechanical equipment and transmission devices are normal, check the lubrication system, and apply pressure to the equipment according to the “oil standard”
Lubricating oil.
3.2 put the production tools and measuring tools (vernier caliper with accuracy of 0.02 mm and micrometer with accuracy of 0.01 mm) in a place convenient for use
A safe place and check whether the measuring tools are accurate.
3.3 according to the production plan, check whether the diameter of the single line is consistent with the process, and whether the single line is bruised, scratched, oxidized, etc,
Unqualified single line shall not be used.
3.4 prepare pressing wheel, die and other molds according to process requirements.
3.5 the take-up reel shall be selected according to the outer diameter, manufacturing length and process requirements of the strand, and the quality of the take-up reel shall be checked. The deformation is serious
Burrs on the edge of the side plate shall not be used.
3.6 the successor must understand the variety, specification and quality of twisted products and make clear the responsibility.
4. Key points of operation
4.1 before start-up, carefully check the correctness of operating parts, the reliability of interlocking mechanism and reel jacking, and the locking mechanism can make
The reel must be tightened and locked reliably, and the fence protection of the whole machine shall be set in place to ensure safety.
4.2 no matter under any circumstances, observe the changes of current, AAC Cables, temperature and other parameters at all parts at any time
In addition, any large fluctuation is dangerous and should be stopped immediately for inspection. Start up after troubleshooting.

4.3 according to the production plan and process requirements, the winding and branching shall be arranged according to the specified structure. When hanging the coil, pay attention to the balance and correct swing of the coil
The setting out direction of the reel shall be the same as that of the reel in a frame. The top clamp shall be screwed first and then locked and fixed with interlocking device,
Prevent accidents. Adjust the tension to achieve basic consistency.
4.4 the single line shall not be scratched or scratched when passing through the single line through the threading hole. The single line must be evenly separated through the threading hole or distribution board
Cross each other.
4.5 when installing the die, it must be aligned with the center, and check whether the die quality is good. The surface of the inner hole of the die or the pressing wheel and the conductor
The surface contact part shall be smooth, otherwise it shall not be put into use.
4.6 adjust the pitch and rotation direction of each section according to the process requirements.
4.7 lead wire: tightly wound outside the steel wire rope with a single wire to form a whole. Then start pulling and guiding from the die base of disc 12
Then 12 coils and 24 coils, gradually add stranded wires outside the core wire, and wind at least 4 turns on the traction wheel according to the branching slot.
Stop the machine when the conductor head is led to the reel. Replace the reel, remove the conductor head, and wrap the head tightly with tape and wire,
Prevent looseness. Insert the head into the threading hole on the disc core / side plate, extend the head for at least 1m, and use homogeneous wire to thread the coil
Wrap the brace for several turns and fix it firmly.
4.8 after the stranding machine is adjusted, the process inspection must be carried out comprehensively again, including the structure, direction, pitch
Start up after the outer diameter and number of strands fully meet the process requirements.
4.9 during the production of sector conductors, the sector height shall be adjusted at a slow speed and the pressure roller height shall be adjusted at the same time. Static pressure adjustment is not allowed
Roll to prevent breakage caused by uneven deformation of single line.
4.10 start up after process adjustment. After the strand reaches the traction wheel, actually measure the process parameters, such as pitch, outer diameter
The sector is high, and each process parameter shall be subject to the actual measurement, and each process parameter shall be filled in the self inspection form.
4.11 during the normal operation of the machine, the operator shall not leave the post without authorization, and it is found that the equipment is abnormal and the product quality is affected
In case of any problem, stop the vehicle for inspection in time.
4.12 when stopping, turn off the power supply and stop slowly. Emergency stop is allowed under special circumstances.
4.13 if the single line is allowed to have joints, the joints shall meet the requirements of the process card.
5. Precautions and treatment methods
5.1 always observe whether the electromechanical equipment and various instruments are in normal state.
5.2 regularly check whether the outer diameter (or fan height) pitch of the product is consistent with the process requirements, and fill in the self inspection form with the inspection results; If not, stop the vehicle for inspection and start the vehicle after handling.
5.3 pay attention to the surface quality and structural dimension of the line during the replacement of specifications, joints, adjustment plates and normal start-up.
5.4 the sector height of the compacted wire core must be controlled within the range specified in the process documents. If the requirements are not met, the pressure shall be adjusted in time
Wheel.
5.5 the take-up reel shall meet the requirements of users and products.
5.6 the wiring arrangement shall be tight and tidy, and no pressing, disorder, scratch and other phenomena are allowed. The finished product line shall be full if the user has special requirements
Meet user requirements. The distance between the outermost layer and the edge of tooling side plate shall not be less than 50mm
5.7 the length of the downlead shall meet the user’s requirements or the conductor wiring length requirements. After each reel is completed, the process shall be filled in
The product circulation card shall indicate the workshop, machine, model, specification, length, number of sections, shift, production date and product manufacturing information
Kuang et al.

6. After shift work:
6.1 cut off the main power supply after the work is completed.
6.2 report the equipment operation, product quality, problems, product specification and length of the shift to the successor in detail
The handover is clear.
6.3 keep the production process records of the shift, sort out the waste, clean the equipment, sort out the tools and measuring tools, clean the working place and clean the equipment
Do not use the mold temporarily and hand it over to the mold warehouse for storage.