
1. Copper and aluminum single wire drawing
Copper and aluminum rods commonly used in electric wires and cables are used to reduce the cross section, increase the length and increase the strength by drawing machine through one or several die holes of drawing dies at room temperature. Wire drawing is the first process of each wire and cable company. The main technological parameter of wire drawing is die matching technology.
2. Monofilament annealing
When heated to a certain temperature, copper and aluminum single wire can be recrystallized to improve the toughness and reduce the strength of single wire, so as to meet the requirements of wire and cable for conducting wire core. The key of annealing process is to prevent oxidation of copper wire.
3. Stranding of conductors
In order to improve the softness of wires and cables and facilitate laying and installation, the conductor core is made of several single strands. The twisted form of conductor core can be divided into regular twisted and irregular twisted. Irregular skewing can be divided into bundle skewing, concentric wringing, special skewing, etc.
In order to reduce the area occupied by the conductor and reduce the geometry size of the cable, the compact form is adopted while the conductor is twisted, so that the ordinary circle is changed into semicircle, sector, tile and compact circle. This conductor is mainly used in power cables.
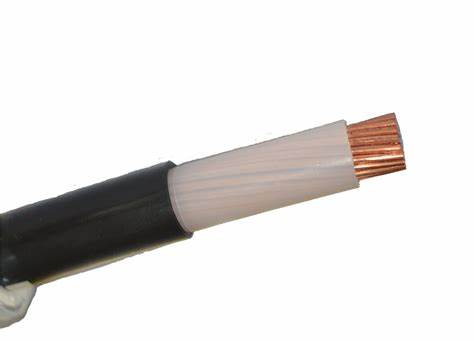
4. The insulation extrusion
Plastic wire and cable mainly adopts extruded packing solid insulation layer. The main technical requirements of plastic insulation extrusion are as follows:
4.1. Eccentricity: the deviation value of extruded insulation thickness is an important symbol to reflect the level of extrusion technology. Most product structure size and deviation value are clearly stipulated in the standard.
4.2. Smoothness: the surface of the extruded insulation layer shall be smooth, and the surface shall not be rough, scorched, or contaminated
4.3. Density: The cross section of the extruded insulation layer should be compact and strong, and no visible pinholes should be allowed, so as to eliminate the existence of bubbles.
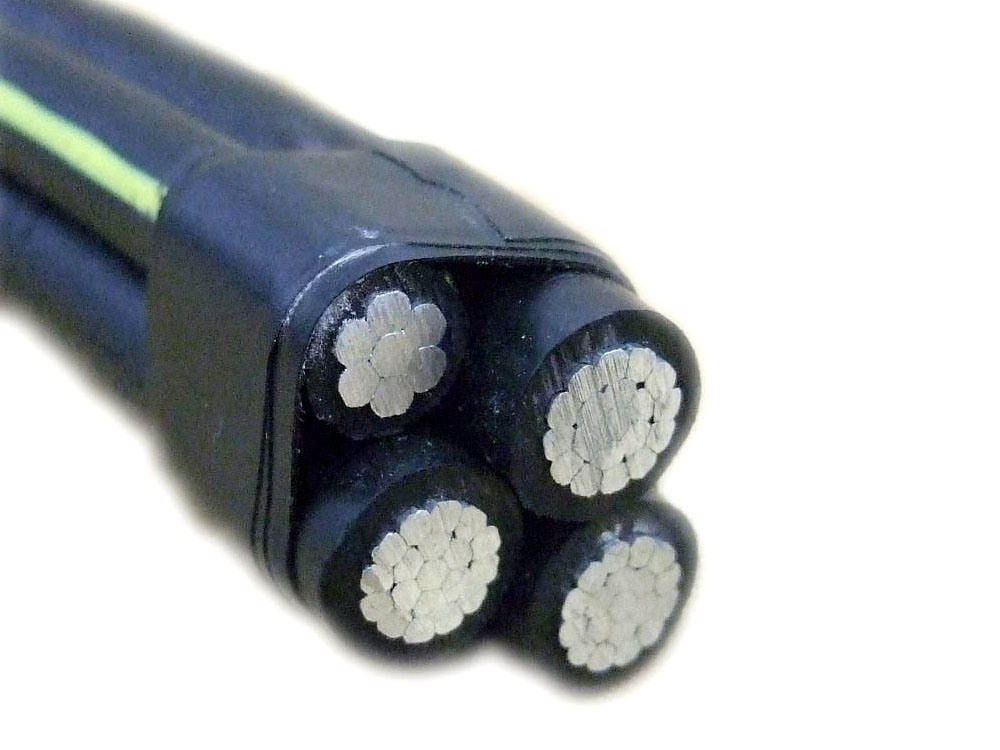
5. Cabling
In order to ensure the shape of multi-core cable and reduce the shape of cable, it is generally necessary to twist the cable into a round shape. The mechanism of stranded is similar to that of conductor stranded. The technical requirements of cable forming are as follows: first, the twisted bending of the cable caused by the turning over of the abnormal insulation core is eliminated; The second is to prevent the insulation layer from being scratched.
Most of the cables are completed with two other procedures: one is filling, which ensures the completeness and stability of the cables after cabling; One is binding to ensure that the cable core is not loose.
6. The protective layer
In order to protect the insulation core from being armored, it is necessary to properly protect the insulation layer. The inner sheath is divided into extruded inner sheath (isolation sleeve) and wound inner sheath (cushion layer). The wrapping cushion replaces the binding belt and is carried out synchronously with the cabling process.

7. Armoured
For laying underground cable, it may bear certain positive pressure during work. Internal steel tape armored structure can be selected. When cables are laid under both positive pressure and tension (such as in water, vertical shafts or in soil with a large drop), the structural type with internal steel wire armor should be selected.
8. Outer sheath
The outer sheath is the structural part that protects the insulation layer of electric wire and cable from environmental factors. The main function of the outer sheath is to improve the mechanical strength of the wire and cable, prevent chemical corrosion, moistureproof, waterproof immersion, prevent the cable from burning capacity. According to the different requirements of cable extrusion machine directly extrusion plastic sheath.